
V.KAN.EXPORT is committed to excellence in quality assurance, epitomized by our pursuit of the IATF16949:2016 certification and robust Quality Management System (QMS). Through meticulous implementation of our quality processes, we achieve cost savings, heightened efficiency, and productivity. By closely monitoring product or service deficiencies, we minimize waste, inappropriate work, and customer complaints, ensuring timely delivery to exact specifications.
Our bearings adhere strictly to ISO standards, maintaining tolerances within the normal class Po (ABEC). We offer flexibility in clearance levels, including C2, C3, or C4 upon request. Parameters such as Inner Diameter, Outer Diameter, Width, Roundness, Runouts, Radial Clearance, and Face Parallelism undergo rigorous control per ISO guidelines.
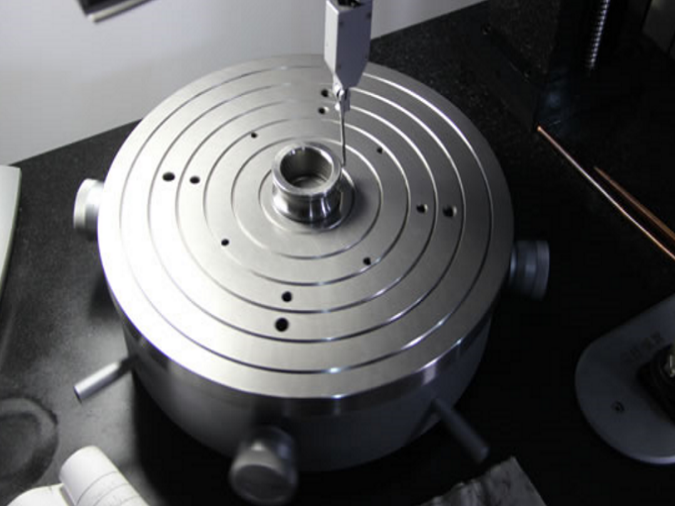
To uphold our stringent quality standards, we employ cutting-edge equipment like roundness testers, surface finish measuring devices, profile projectors, and Pneumatic Comparators. Quality is intrinsic to our corporate ethos, ensuring exceptional value delivery.
Our skilled team brings vast experience to bear on the production of quality bearings. Each batch undergoes thorough chemical composition analysis before forging, with meticulous checks on microstructure and HRC post-annealing and heat treatment. Ra values are verified during grinding, and comprehensive 100% inspections of ID, OD, Width, and Radial Clearance ensure excellence.
For further insights, explore our Inspection & Testing section on our website.
At V.KAN.EXPORT, quality isn't just a commitment; it's our promise to our valued customers.
Leveraging state-of-the-art technologies and a seasoned team, we continuously elevate our growth index, focusing on turnover and quality excellence. Our success stems from the production of high-quality bearings conforming to international standards. Our streamlined manufacturing process, equipped with Automatic CNC, PLC machines, SRB, and MICROMATIC machines, ensures consistent quality.

V.KAN.EXPORT prioritizes quality from the outset. We exclusively use SAE 52100 Steel, meeting global standards, for crafting CAN bearings. This steel is integrated into all components, including races, cages, and rolling elements, ensuring uniformity for optimal performance and durability across applications.
Our commitment to excellence extends to cage construction. Crafted from CRC material, our cages adhere to international standards. Customers also have the option to choose between brass or glass-filled polyamide compositions, providing flexibility while maintaining quality.
At V.KAN.EXPORT, quality is not just a goal; it's our standard. By employing top-grade materials like SAE 52100 Steel and adhering to global standards throughout production, we consistently exceed customer expectations for reliability and performance.
Before production, SAE 52100 Steel undergoes meticulous examination by expert metallurgists to verify its chemical composition. Metallurgical testing ensures the steel meets stringent quality standards vital for bearing manufacturing.
This process involves analyzing the steel's chemistry, assessing its elemental composition and impurity levels, which directly impact the mechanical properties of the final product. Advanced techniques such as spectroscopy and microscopy are employed to assess the steel's composition and internal structure.
Once the steel passes these tests and meets the required standards, manufacturing proceeds confidently. This ensures bearings crafted from SAE 52100 Steel maintain consistent quality and performance, meeting the diverse needs of industrial applications.
In summary, thorough metallurgical testing of SAE 52100 Steel is essential to guarantee the reliability and durability of bearings. By confirming the steel's chemistry beforehand, manufacturers uphold high-quality standards and provide dependable products to customers.

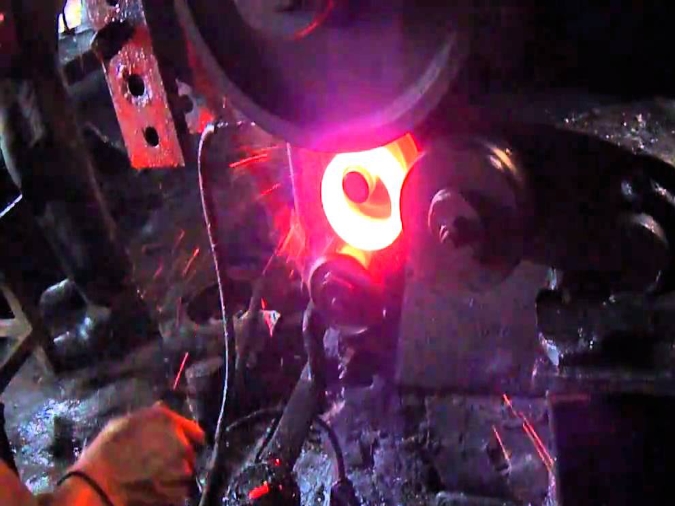
Forging is a metal shaping process that utilizes heat and impact to shape metal into desired forms. This method is specifically applied to SAE 52100 Steel to ensure precise shaping and achieve the desired form.
Annealing, on the other hand, is a heat treatment process involving heating and cooling of bearings. This treatment aims to enhance the ductility of the bearings, making them more pliable for shaping into various configurations. By increasing the ductility through annealing, the bearings become more adaptable and easier to mold into the desired shape, ensuring flexibility in manufacturing processes.
In summary, forging and annealing are essential processes in the production of bearings, ensuring that SAE 52100 Steel is shaped accurately and that the bearings possess the necessary ductility for molding into desired configurations. These processes contribute to the overall quality and functionality of the bearings, meeting the diverse needs of industrial applications.
After the forging process, the material undergoes turning using automatic CNC Machines. Renowned globally for their reliability and enhanced productivity, these machines excel in manufacturing intricate components with unparalleled precision and accuracy.
Automatic CNC Machines are instrumental in transforming forged material into finished products. Their advanced capabilities enable them to execute intricate turning operations with utmost efficiency, ensuring each component meets the highest standards of accuracy and perfection.
The use of automatic CNC Machines streamlines the manufacturing process, allowing for the production of complex components with precision and consistency. This technology-driven approach enhances productivity while maintaining the integrity of the final product.
In summary, the utilization of automatic CNC Machines after forging enables efficient and precise turning operations, contributing to the creation of high-quality components with unparalleled accuracy and perfection.


Each component of the bearing, including the inner and outer races, rings, and rollers, undergoes heat treatment to enhance wear resistance. The inner and outer races are hardened to a hardness range of 58 to 62 HRC, adhering to international standards.
The bearing races and rolling elements undergo hardness testing using specialized equipment for quality assurance.


The dimensions of a bearing are crucial for its performance and usability, encompassing the inner diameter, outer diameter, and width. At CAN Bearings, these dimensions adhere strictly to international standards, ensuring optimal performance and compatibility.
The grinding process consists of four stages:

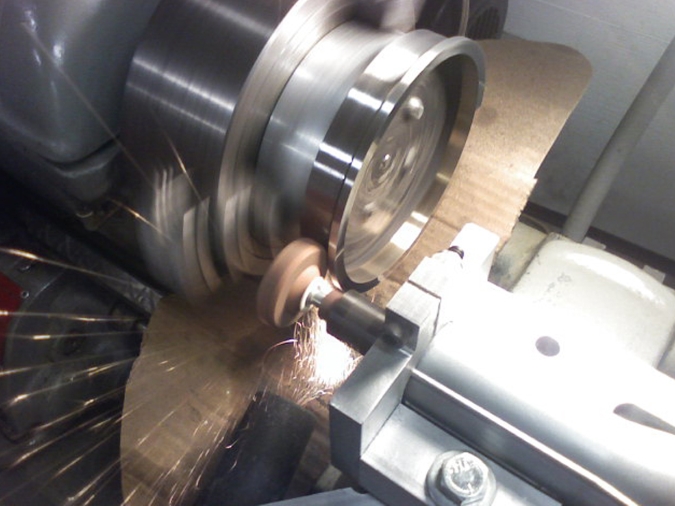
Following the grinding process, we utilize Honing and Lapping machines to decrease the Roughness Average (Ra) value on the Track, ensuring a super-finished surface on bearing components.
Following the superfinishing process, all races and rolling elements undergo ultrasonic washing to remove any remaining dirt and dust. Subsequently, the components are meticulously assembled to meet specific customer requirements, utilizing a fully automatic assembly line for precision and excellence.


Once the components are assembled, bearings are carefully and securely packaged under hygienic conditions. First, the bearings are oiled to provide protection against various atmospheric effects, and then they are securely wrapped in plastic bags. Subsequently, they are placed in individual boxes, which are then consolidated into a master box for transportation.